
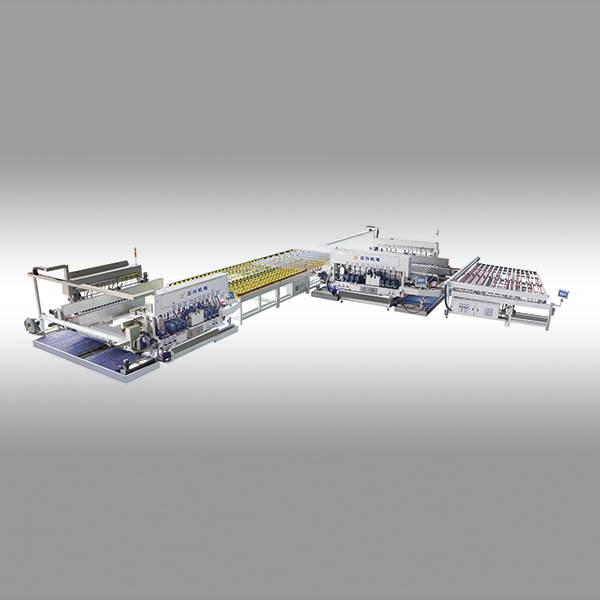
duebel Bord Linn héich Vitesse super Glas Arrivée T Transfert Dësch
FH4225 SM2242GT + ZT4225 + SM2225GTS

Kontroll Computer

Präzise Servomessesystem

Breet Upassung System

Héich Qualitéit elektronesch Deeler

Pneumatesch Poliersystem

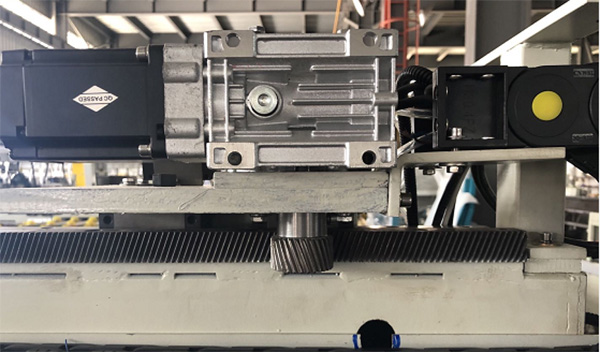
Arris Motor

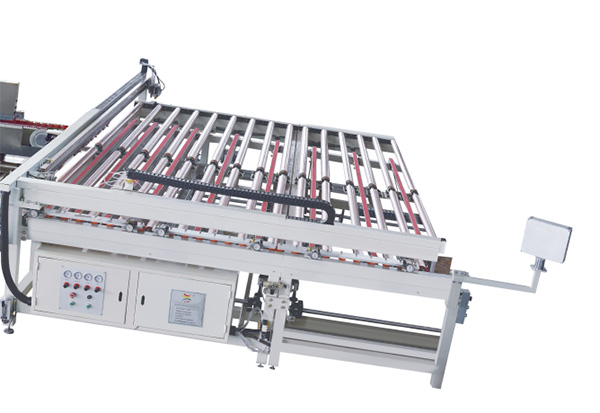
Héich Effizienz Transfer Dësch

Héich Effizienz Transfer Dësch
Maschinn Aféierung
Glas Miessdësch
Fuert System
D'Ausrüstung gëtt benotzt fir d'Glas z'iwwerdroen a veraarbecht ze ginn, eng genau Miessung vun der Längt, der Breet an der Dicke vum Glas ze maachen, an d'Donnéeë fir en Duebelschleifmaschinn an aner Veraarbechtungsausrüstung fir weider Glasveraarbechtung weiderginn.
De Bau vum Glas Miessdësch enthält 4 Deeler wéi hei ënnendrënner:
1. Positiong Dësch
D'Iwwerdroung vu Glas, déi sech no vir oder op d'Säit beweegt, gëtt vum Frequenzkonverter a verännerleche Frequenzmotor. D'Transmissiounsgeschwindegkeet kann ugepasst ginn. Präzis Positionéierung vun héichqualitativ Sensoren. D'Längt, d'Breet an d'Dicke vum Glas konnten no der richteger Positionéierung gemooss ginn.
2. Messapparat
D'Dimensioun vu Glaslängt a Breet gëtt duerch héich präzisive Getriebsensor gemooss ugedriwwe vum Servomotor. D'Dimensioun vun der Glasdicke gëtt gemooss duerch zylindergedriwwenen Nylonblock, deen op d'Glasoberfläche dréckt an den Encoder deen duerch Getrieb ugedriwwe gëtt. Den Zylinderdrock gëtt separat ugepasst.
3. Elektresch Kontrollsystem
ECS besteet aus programmierbaren Controller (PLC), Touchscreen (HMI), Servofuerer, Servomotor, Frequenzkonverter, Frequenzkonversiounsmotor, Sensor, asw. PLC kontrolléiert d'Maschinn fir automatesch no der Veraarbechtungstechnologie ze bedreiwen. Den HMI féiert d'Mënschheet a Computer Interaktiounsaufgab fäerdeg.
4. Software System
De Softwaresystem vergläicht d'Donnéeë vum Glas Miessdësch mat den Uerdensdaten, a passt automatesch op déi nooste Glasdaten. Mëttlerweil ginn d'Glasdaten un den Duebelschleifmaschinn an aner Veraarbechtungsausrüstung fir Modus oder Batchproduktioun iwwerdroen.
Betribsprinzip:
Manuell oder automatesch eenzelt Glasblat op e Glas Miessdësch leeën. Glas Miessdësch vermëttelt, positionéiert a moosst genau d'Dimensioune vun der Glaslängt, der Breet an der Dicke. Miessglasdate ginn an de Management System weidergeleet fir de Verglach mat den Uerdendaten ze passen an un den Duebelschläifmaschinn an aner Veraarbechtungsausrüstung fir eng weider Glasveraarbechtung iwwerdroen. Nächst eenzelt Glasblat gëtt op e Glas Miessdësch gesat a fänkt den nächsten Operatiounszyklus un.
2. Glas riichter Linn Duebelkant Poliermaschinn.
Modell Nr.: SM2242GT SM2225GTS
Dës Maschinn ass entwéckelt fir zwee entgéintgesate Kante vu Glas gläichzäiteg ze poléieren.
a) Kontrolléieren
Dës Maschinn adoptéiert japanesch Mitsubishi PLC Kontroll an 10 "Operator Interface. Den Ecran weist all detailléiert Parameteren aus Glas. All Maschinn ka vu sengem eegene Computer kontrolléiert ginn oder vum Haaptcomputer kontrolléiert ginn.
D'Recht vum Benotzer kann als Bedreiwer / Reparatur / Administrator klasséiert ginn, verhënnert datt Feeler passéieren, Maschinn schützen virum Feeloperatioun.
b) Héich Präzisioun Iwwerdroung.
Déi zwee Fördergürtel gi vun zwee Servomotoren ugedriwwen, mat Feature vun héijer Präzisioun, héijer Geschwindegkeet, héijer Synchroniséierung.
c) Mobil Schleifen Sektioun Bewegung.
De mobilen Schleifen Sektioun beweegt sech laanscht de Linear Zwillingskugellager Guide. D'Transmissioun gëtt duerch Kugelschrauwen ëmgesat, déi vum Servomotor ugedriwwe gëtt, de Max Beweegungsgeschwindegkeet vum Schleifen Deel kann 15 Meter pro Minutt erreechen. Dëse System enthält och e Brems- a Gripsystem, wat stabil Bewegung vun der Schleissektioun, gerénger Auswierkkraaft garantéiere kann. Dës Struktur kann d'Stabilitéit vun der gripping Kraaft fir grouss Gréisst Glas garantéieren, och no Maschinn eng laang Zäit Lafen.
d) All Duebel Edger huet eng autoamtesch Mëttelstützebunn, déi sech mat der beweegter Grinidng Sektioun beweegt, déi Glas aus der Mëttelstand ënnerstëtzen fir ze vermeiden datt d'Glas biegt. Fir ganz grouss Gréisst Duebel Edger, liwwere mir och eng méi portabel Support Rail, déi manuell an Nout gesat ka ginn.
e) Iewescht Gleis Up & Down System benotzt Rutschplattestruktur ouni Problem mat deem traditionelle Rutschhülsen System
f) Positionéierungssystem.
Glas Luede Positiounssystem enthält véier Deeler: fix Roller, beweegend Loftgriffsystem, Ausrichtungsblocken (eng lénks an eng riets), Top Loftpresseroller (eng lénks an eng riets). Glas gëtt präzis ausgeriicht a staark vum Positionéierungssystem gedréckt. Dëse System garantéiert d'Schleifpräzisioun a Poliereffekt.
g) Einfach Upassung
D'Erhéijung / Drop vum Uewer Tracking System an Uewer Arris Motore gi vu Motoren ugedriwwen. Et kann automatesch no verschiddene Glasdicke gesat ginn.
h) Loft Poliersystem.
De Polierrad gëtt vu Loft bedriwwen, déi vu PLC an elektromagnetesche Ventil kontrolléiert gëtt, wat no der Glaspositioun no vir / zréck ka réckelen. Dëse System kann automatesch d'Verschleedung vu Rieder kompenséieren, konsequent Drock op d'Glas ginn an datselwecht Polierresultat kréien.
De Poliermotor Beweegungssystem benotzt Héich Präzisioun dural Linearschiebensystem.
i) Keller a Frame:
Sinn aus décke fabrizéierte Stahl gemaach, deen duerch Anneléierofen an eiser Fabrik behandelt gëtt. Mat gudder Stabilitéit an Anti-Torsiounsstäerkt, Anti-Biegsstäerkt.
j) Motor
Benotzt héich Präzisioun, niddereg Vibration ABB Variabel Frequenzmotor. D'Motorsgeschwindegkeet kënnen op 4300RPM duerch Frequenzinverter erhéicht ginn, d'Maschinnsgeschwindegkeet kann op 20 Meter / Minutt erhéicht ginn.
De Motorsteuerungssystem huet Schutzfunktioun vun Iwwerbelaaschtung / Mangelphase / Kuerzschaltung, elektronesch Deeler benotze international Marque, Standardtypen, kënnen einfach um Maart fonnt ginn, wat den Ënnerhaltskäschte vum Client reduzéiert, d'Produktiounseffizienz erhéicht.
k) Top / Bottom Transmitting Fërderband Zäitgürtel unhuelen.
l) Schmierung:
D'Zwillingskugellager Linearschrauwen a Führerschinne ginn duerch automatesch Uelegpompel geschmiert.
D'Maschinn huet och eng manuell Schmierpompel ausgestatt, déi d'Schieberoberfläche schmiert.
m) Geschwindeg Upassung: Duerch Frequenzinverter.
n) Waassertank, Waassertablett, Top / Bottom Timing Gürtelbedeckung, Linear Guidebunn / Kugelschrauendeckel ginn aus Edelstahl gemaach.
o) Amperometer Meter:
kuckt d'Radassportioun.
Méi Detailer Fotoen.
Eck geschnidde Schleifmaschinn
Ersatz-flexibel waasserdicht Verbindung Modul Design verständlechen Indikator fir erop a manner Arris Motor ampermeter.
3. L- Form Transfer Dësch. Roller Dësch an Timing Gürtel.
Dës Maschinn besteet aus Roller-Transmissiounssystem a Timing Gürtel-Sendungssystem. De Roller-Transmissiounssystem gëtt vun der Kette ugedriwwen, d'Geschwindegkeet gëtt kontrolléiert vum Inverter deen der Astellungsgeschwindegkeet entsprécht.
Timing Gürtel Iwwerdroungssystem kann erop an ënnen eropgezunn ginn. Wann d'Glas aus dem éischten Duebelkanner erauskënnt, gëtt de Timing Gurtsystem eropgesat. Glas gëtt op de richtege Positon geréckelt an dann erofgesat op de Rolleriwwerdroungssystem.
Timing belt conveyor System benotzt Aluminium Profil Kierper.
Technesch Parameteren
Produktiounsgeschwindegkeet
| Artikel | Glasdicke | Max. schaffen Vitesse | Glas Ofschloss |
|
1 |
4 - 6 mm | 22 m / min | Rau Schleifen |
|
2 |
8 -10 mm | 18 m / min | Rau Schleifen |
|
3 |
12 - 15 mm | 15 m / min | Rau Schleifen |
|
4 |
4 - 6 mm | 16 m / min | Fein poléieren |
|
5 |
8 -10 mm | 14 m / min | Fein poléieren |
|
6 |
12 - 15 mm | 12 m / min | Fein poléieren |
Schaffen Präzisioun:
| Artikel | Beschreiwung | Präzisioun Reechwäit |
|
1 |
Diagonaler Linn Präzisioun | ≤0,5 mm / m |
|
2 |
Parallel Präzisioun | ≤0.2mm / m |
|
3 |
Arris Gréisst Präzisioun | ≤0.2mm / m |
|
Artikel |
Parameter | Reechwäit |
|
1 |
Max. Glas Gréisst | 4200x2500 mm |
|
2 |
Min. Glas Gréisst | 350 x 350 mm (singe Duebelkanner ouni Mëttelklammer)400 x 400 mm (déi ganz Linn) |
|
3 |
Glasdicke | 3 - 28 mm |
|
4 |
Arris Breet: | 1 - 3 mm |
|
5 |
Schläifendéift | 3 mm (eenzeg Säit) |
|
7 |
Breet Upassung Vitesse | 1 - 15 m / min |
|
8 |
Schaffen Loftdrock | 0,7 MPa |
| Schaffen Héicht: | 920 - 960 mm | |
|
9 |
Komplett Kraaft | Ëm 135 KW / 380V 50Hz 3P |